工业陶瓷的加工方法——从粉体到精密结构件的完整工艺解析
摘要
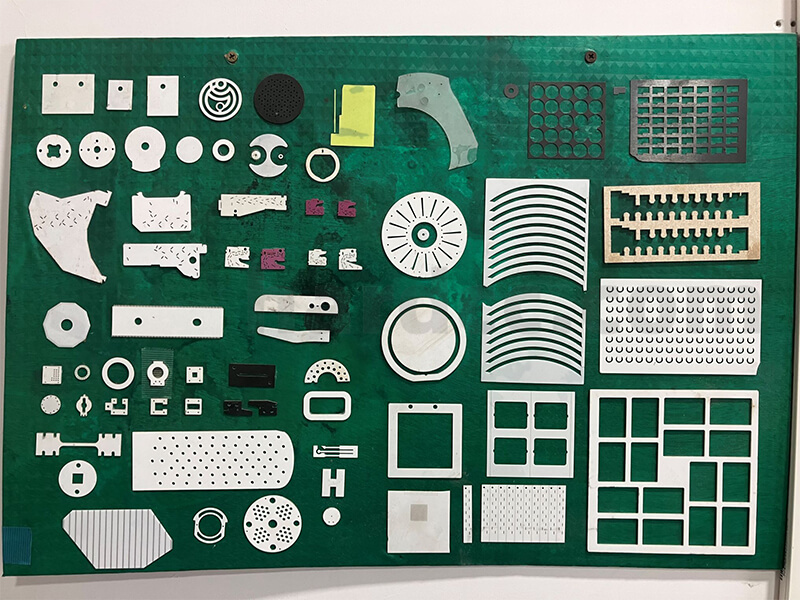
工业陶瓷(结构陶瓷)以其 高硬度、高耐磨、耐腐蚀、高温稳定性、绝缘性强 等特点,被广泛应用于半导体、机械工程、新能源、医疗设备、化工流体等行业。但由于工业陶瓷硬度高、脆性强、成型难,其加工工艺与金属完全不同,涉及复杂的“成型—烧结—后加工”系统流程。 下面将从行业普遍使用的角度,完整介绍工业陶瓷的主要加工方法。
快速链接
联系我们

{kind=link}
{kind=link}
{kind=link}
{kind=link}
一、粉体制备(加工的起点)
陶瓷的性能 70% 取决于粉体。常见粉体处理方式包括:
✔ 球磨 / 湿法分散
改善粉体均匀性、粒度分布、活性。
✔ 喷雾干燥
形成流动性好、适合成型的球状颗粒。
✔ 化学合成法(沉淀、溶胶-凝胶)
用于高纯度陶瓷,如氧化锆、氮化硅、氮化铝等。

二、陶瓷成型工艺(决定外形与尺寸)
工业陶瓷无法像金属一样切削出形状,因此大部分形状依赖成型。主流方法有——
1. 干压成型(常用于片状、环状、管状)
-
利用模具高压压制粉体
-
精度高,适合批量
-
成本低
2. 等静压成型(适用于柱、棒、厚壁件)
-
模具中充水挤压,多方向均匀受力
-
密度更均匀、强度更高

3. 注浆成型(适合大型与复杂形状)
-
利用泥浆倒入石膏模吸水固化
-
可成型大尺寸或复杂结构
常用于:耐火陶瓷、大型异形件。
4. 浇注 / 凝胶注模(高精度复杂件)
-
流变性好,可成型细小结构
-
收缩均匀,精度更高
适用于:半导体基件、精密结构件。
5. 注塑成型(CIM 工艺)
-
类似塑料注塑,通过加热混合粉体与粘结剂注入模腔
-
成型效率极高
-
能做复杂细孔、卡槽、结构件
适用于:3C精密陶瓷、电子陶瓷件、手机结构件。
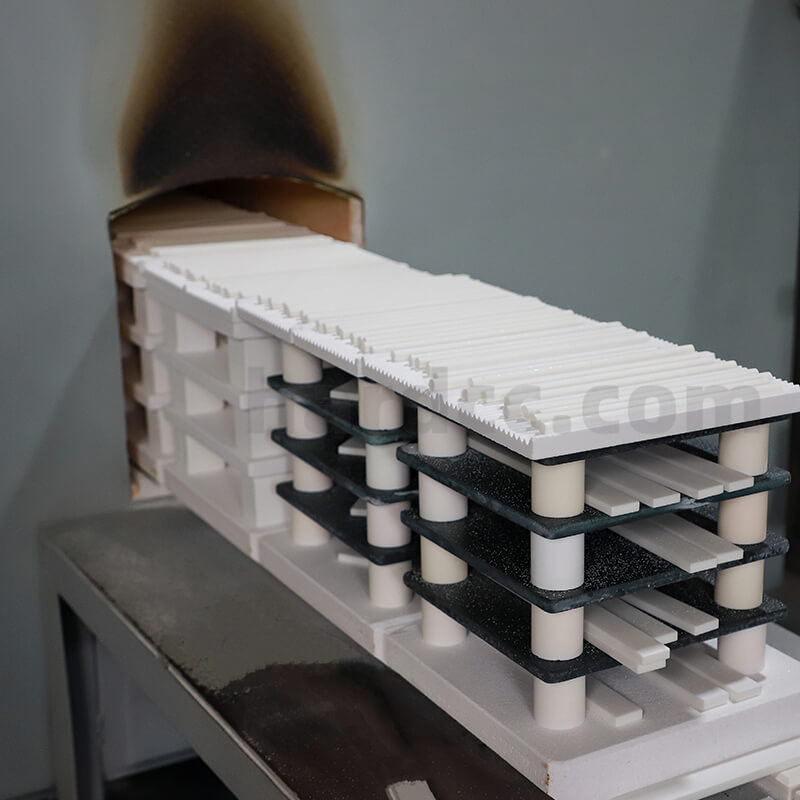
三、烧结(从生坯到致密体的关键步骤)
烧结是陶瓷从“粉体压坯”变成“高强耐磨材料”的核心。
常见烧结方式:
-
常压烧结(氧化铝常用)
-
压力烧结 / 热压烧结
-
气压烧结(氮化硅常用)
-
微波烧结
-
真空烧结
-
热等静压(HIP) ——致密度可达 99.9%
烧结质量决定最终陶瓷的强度、密度、韧性、耐腐蚀性等性能。

四、烧结后精密加工(陶瓷的真正价值所在)
陶瓷硬度比金属高得多,不能用普通刀具加工。后加工是最耗成本、最体现工厂实力的环节,包括:
1. 精磨(平面磨 / 外圆磨 / 内圆磨)
使用金刚石砂轮,精度可达 μm 级。
✓ 用于陶瓷环、陶瓷板、陶瓷轴、导杆等。

2. 抛光(镜面抛光)
表面粗糙度可做到:
Ra ≤ 0.02 μm(镜面级)
常用于:芯片载板、陶瓷阀片、陶瓷泵件。
3. 激光切割(适合薄片和精细轮廓)
激光切割陶瓷具有:
-
不接触加工
- 切割精度 0.02mm
-
线宽可达 0.04mm
-
孔径可到 0.04mm
- 切割厚度 0.1-9mm
-
热影响区极小
适用于:陶瓷基片、陶瓷薄片、陶瓷微孔加工。
4. 超声波加工(钻小孔)
利用超声波振动+磨料,适合深孔、小孔加工,例如:
-
φ0.1–2mm小孔
-
深径比>10 的孔
5. CNC金刚石刀具车削
(仅用于氧化锆、氮化硅、部分烧结前加工)
可用于螺纹、台阶、倒角等结构。

6. 层层研磨 + 数控成型
用于高精度尺寸与平面度要求极高的产品。
五、表面处理方法(提升性能)
陶瓷表面可进一步强化性能:
-
金刚石涂层 / DLC 涂层(耐磨)
-
镀膜(PVD / PECVD)
-
金属化(Mo-Mn、银浆)
-
刻蚀、雕刻标识
-
喷砂处理(表面增摩)

六、总结:工业陶瓷加工是一条高度系统化的“精密链条”
工业陶瓷从粉体到成型,从烧结到精密加工,每一个环节都会直接影响最终产品性能。
相比金属加工的“切一切就能做”,
陶瓷更像是一个 材料科学 + 机械加工 + 精密工艺 的综合体系。
对于终端设备企业来说——选择具备成型、烧结、精密加工一体化能力的陶瓷工厂,会大幅提升产品一致性和可靠性。
海德精密陶瓷具有从精密陶瓷的研发/选材/设计、成型烧结、精密加工的强大综合能力,欢迎广大客户前来咨询合作。
相关资讯
{kind=link}